鋼筋冷擠壓套筒
- 詢價熱線:18632802355

專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
訂購電話:18632802355
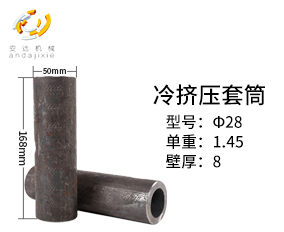
鋼筋冷擠壓連接套筒擠壓連接方法是將需要的連接的鋼筋(應為帶助鋼筋)端部插入特制的鋼套簡內,利用擠壓機壓縮鋼套筒,使它產生塑性變形,靠變形后的鋼套筒與帶肋鋼筋的機械咬合緊固力來實現鋼筋的連接。這種連接方法一般用于直徑為16~40mm的11級,11級鋼筋(包括余熱處理鋼筋)。有關按徑向作套簡擠壓連接的方法應符合《帶肋鋼筋套簡擠壓連接技術規格》(JG 108-96)的要求。

鋼筋冷擠壓連接套筒根據性能等級分A級和B級二級;不同直徑的帶肋鋼筋亦可采用擠壓連接法,當套筒兩端外徑和壁厚相等時,被連接鋼筋的直徑相差不應大于5mm。
鋼筋冷擠壓連接套筒規格φ16mm、φ18mm、φ20mm、φ22mm、φ25mm、φ28mm、φ32mm、φ36mm、φ40mm為常規格款式,我廠可以提供以上各種規格,以及鋼筋冷擠壓機。
鋼筋冷擠壓連接套筒施工工藝如下:
1)檢查鋼筋套筒、鋼筋、擠壓設備、電源等必須符合施工要求。
2)在鋼筋被連接端100 mm處用紅油漆做標記。
3)在紅色油漆標記端作定位標記,定位標記距鋼筋端部的距離為鋼套筒長度的1/2。按定位標記檢查鋼筋插入套筒內的深度。
4)將鋼筋伸入套筒,用額定工作壓力為80 MPa、額定擠壓力為760 kN的擠壓機擠壓連接套筒。擠壓前應委托具有資質的單位對油表進行壓力標定。
5)操作擠壓機時,擠壓φ25連接鋼筋的壓力控制在40 MPa,壓痕 小直徑為37 mm~39 mm,壓痕尺寸均不小于50 mm,按要求每邊壓痕5道。壓痕應均勻分布。在擠壓 后一道時,由于拘束減小,則壓力應控制在較其他壓痕道次的壓力小2 MPa~4 MPa,防止 后一道的 小壓痕直徑變小或超出下限。
6)鋼筋套筒冷擠壓完成后,派專人進行質量檢查,達到報檢條件時委托具有檢測資質的單位進行現場隨機抽樣檢測。
我公司堅持"質量為先,為客戶負責"的原則,原材選用大型鋼廠生產的45#碳鋼,精軋管材料一律要求退火,嚴格生產工藝,生產的鋼筋連接套筒質量達到了JG/T163-2013《鋼筋機械連接用套筒》中Ⅰ級接頭的規定。不會出現套筒產品重擊下豎向裂開和拉伸實驗中炸裂的缺陷。在同類產品中處于行業專業水平。產品廣泛應用于工業與民用建筑、水利、電力、遂道、橋梁等各種混凝土結構。

建筑鋼筋絲頭保護帽和鋼筋套筒保護蓋用途區別:鋼筋絲頭保護帽用來保護軋好扣的螺紋鋼筋絲頭,就是運輸、搬運過程起到保護的作用,避免螺紋件磕碰。1.在承受外界一般性磕碰時,鋼筋絲頭保護帽保護螺紋不受到(或少受)損傷;2.鋼筋絲頭保護帽保護螺紋溝槽不被外來粉塵等污垢污染,使螺紋能夠正常使用;3.鋼筋絲頭保護帽隔…
將鋼筋滾絲機待加工的鋼筋裝卡在定心鉗口上,伸出長度應與起始位置的滾軋頭剝刀片端面對齊,然后扳動手柄夾緊。用環規檢查螺紋長度,誤差在范圍內為合格;同時用螺紋通止規檢查絲頭尺寸,通規能旋入,止規不能旋入或不能完全旋入為合格。鋼筋滾絲機刮絲的處理方法是什么?操作按鈕,檢查電器控制系統工作是否正常。加工前…
1、力學性能不同1級接頭:接頭抗拉強度大于或等于被連接鋼筋實際抗拉強度或1.10倍鋼筋抗拉強度標準值,并具有高延性及反復拉壓性能;2級接頭:接頭抗拉強度不小于被連接鋼筋抗拉強度標準值,并具有高延性及反復拉壓性能;3級接頭:接頭抗拉強度不小于被連接鋼筋屈服強度標準值的1.25倍,并具有一定的延性及反復拉壓性能。…
滾絲機操作過程了解設備使用手冊的內容。生產加工實際操作按下列次序開展。滾絲機1、生產加工前解決設備開展常規體檢1)加潤滑脂:數控車床的拖動位置,每個班加潤滑脂一次(如:臺鉗的拖動軌;雙翹板的滑軌等)。2)滿載試運行:將雙翹板退回原始部位,不在裝進建筑鋼筋的情況下,按起動按鍵,滾軋頭正轉,手動式雙翹板向移位,…